1. kLa, OTR, OUR – What is the difference?
The kLa (Volumetric Mass Transfer Coefficient) and the OTR (Oxygen Transfer Rate) detail how efficient oxygen is transferred from the gas bubbles into the bioreactor medium, i.e. how much oxygen is available for the cultivated biomass. The rate at which the biomass absorbs the available oxygen is described using the so-called OUR (Oxygen Uptake Rate).
Fig 1: Explaining OTR and OUR
2. What influences the kLa and therefore the OTR?
The OTR is defined by the kLa and the difference between the oxygen concentration of the introduced gas and the oxygen concentration in the medium:

Fig 2: How to calculate the Oxygen Uptake Rate
The driving force being the concentration gradient, the OTR can be elevated considerably as several factors can have an influence on the saturation concentration in the media c*O2: You can either increase the oxygen content of the gassing, or increase the pressure and theoretically also by decreasing the process temperature.
The OTR can also be increased by improving the kLa.
The kLa actually consists of two coefficients:
- Mass transfer coefficient kL: describes the transport of oxygen and gas into the liquid phase
- a: Gas-liquid exchange area per unit of liquid volume
Since it is difficult to measure the kL and a value separately, they are combined into one parameter. The two coefficients make the kLa strongly dependent on the process conditions. Generally, the kLa increases with accelerated stirring speed due to the energy input of the stirrer distributing and shredding the bubbles, making them smaller.
Smaller bubbles have two advantages for oxygen transport compared with larger bubbles:
- A larger gas-liquid interface per unit of liquid volume (= large a), as shown in Fig. 3
- A longer residence time in the medium, allowing more oxygen to be transferred into the liquid (= large kL)
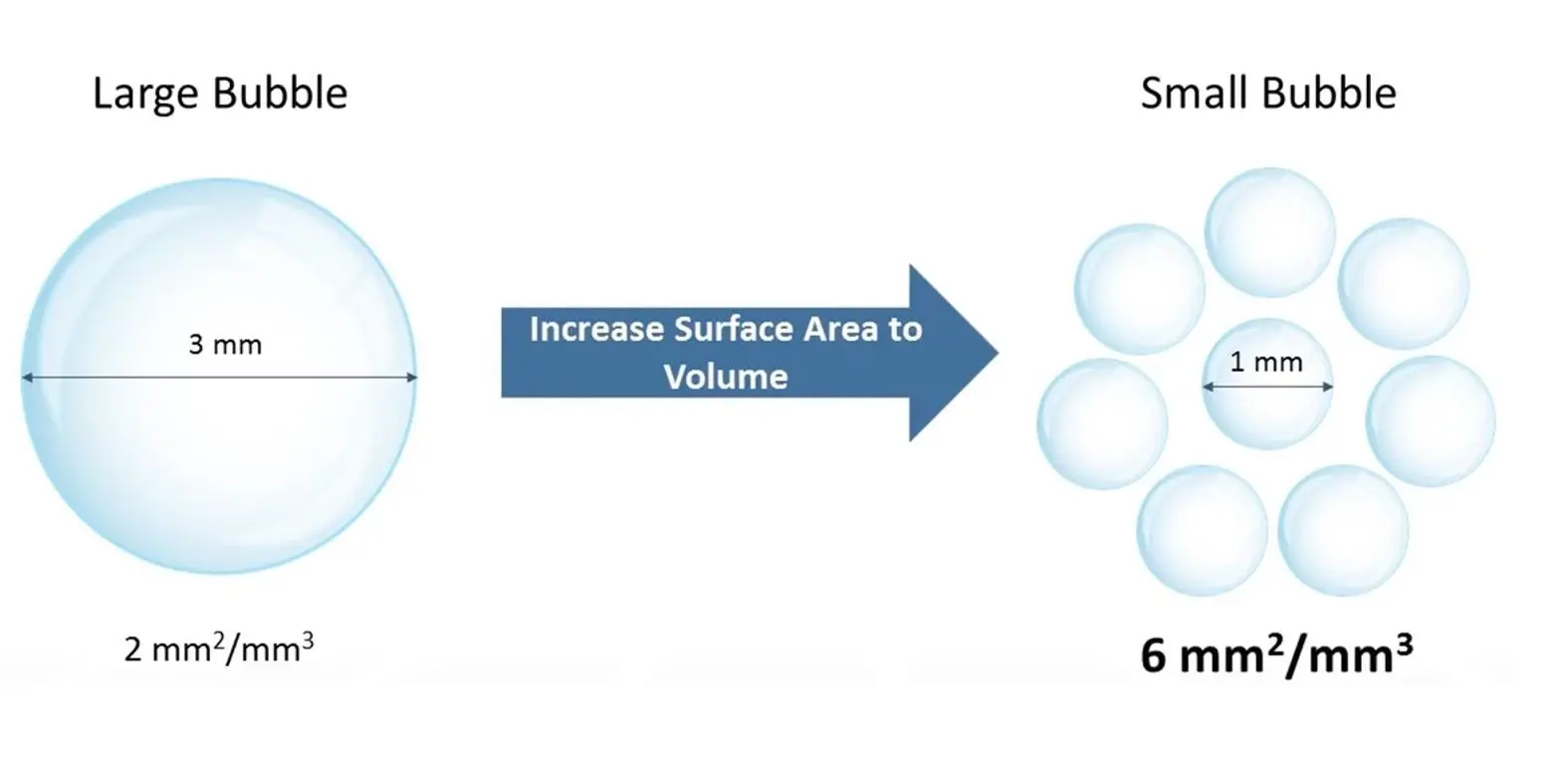
Fig. 3: Comparing the gas-liquid interface of bubbles
Furthermore, the kLa escalateswhen the gassing rate is increased as more oxygen is introduced into the medium. The effects of an increased stirring speed and increased gassing are shown in the figures below using the Minifors 2 bench-top bioreactor as an example.
However, the possibilities to increase these two parameters is limited by the higher shear stress on the cultivated organisms. For this reason, the kLa in bioreactors for the cultivation of sensitive cell cultures is also significantly lower, which is shown in the examples in Figures 4 and 5.
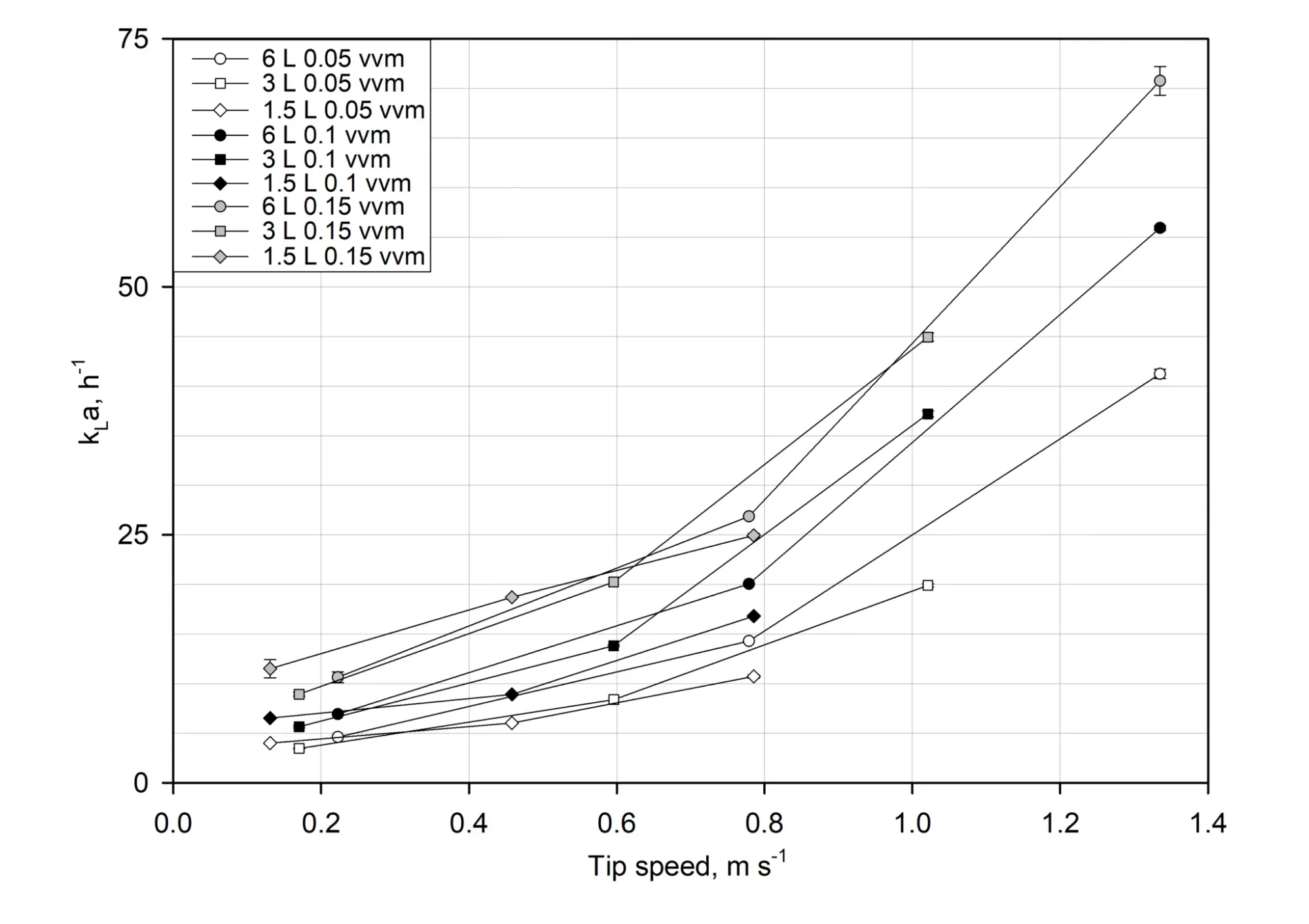
Fig. 4: kLA values in the 1,5 L (diamond), 3.0 L (square) and 6.0 L vessel (circle) at 0.05 vvm (hite), 0.1 vvm (black) and 0.15 vvm (gray) at 67 % total volume. Source: Maschke, R.W., Eibl, D.; Application Note: Process Transfer of CHO Cultivations Using The Minifors 2 As An Example.
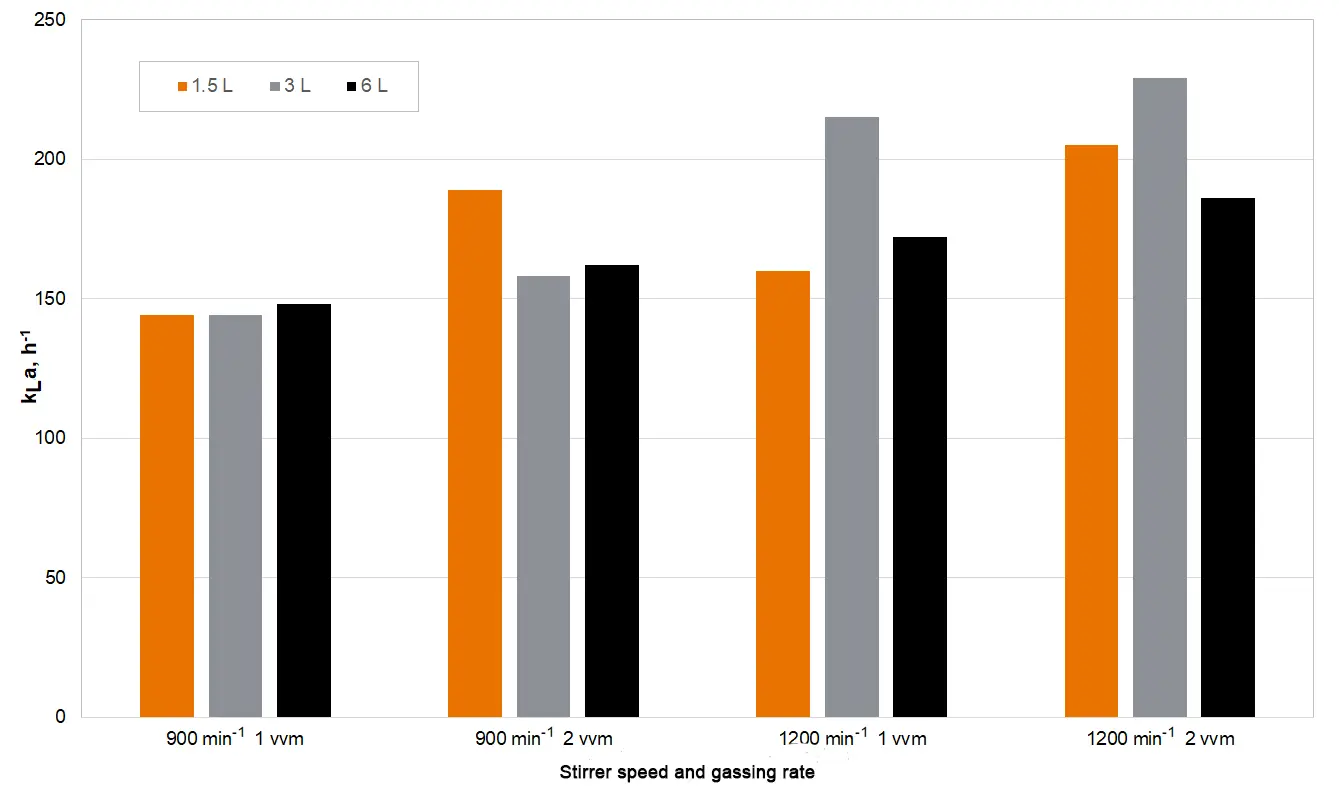
Fig 5: kLa values for the Minifors 2 at 900 and 1200 min-1 and at 1 and 2 vvm. Source: Maschke, R.W., Eibl, D.; Application Note: Process Transfer of CHO Cultivations Using The Minifors 2 As An Example.
In addition to the process parameters, the equipment’s geometric parameters and composition of the culture medium also play an important role.
It is therefore the main objective of every bioreactor manufacturer to develop equipment that produces a high kLa: right vessel geometry and sophisticated designed sparger – in combination with suitable energy input and design of the impeller, baffles etc. In consequence, the bioreactor is often rated by its kLa abilities.
However, it must be kept in mind that the final oxygen transfer varies between processes and therefore does not have to correspond exactly to the manufacturer’s specifications, since it does not depend solely on the geometry of the bioreactor, but also on the process parameters, medium and the method used to measure the kLa.
3. How can you measure the kLa?
There are different chemical, biological and physical methods that measure the kLa in bioreactors. However, one has become the standard as it is easy to use and provides accurate measurements. With the “static gassing-out” method, an oxygen sensor is installed in the bioreactor to measure the dissolved oxygen concentration in the medium. The characterization is done with water, but any liquid media can be used. The oxygen concentration of the medium is set to zero by degassing with nitrogen. Afterwards, gassing is performed again under process conditions (with defined gassing rate and stirrer speed). The oxygen sensor then measures the saturation process and the kLa can be determined.
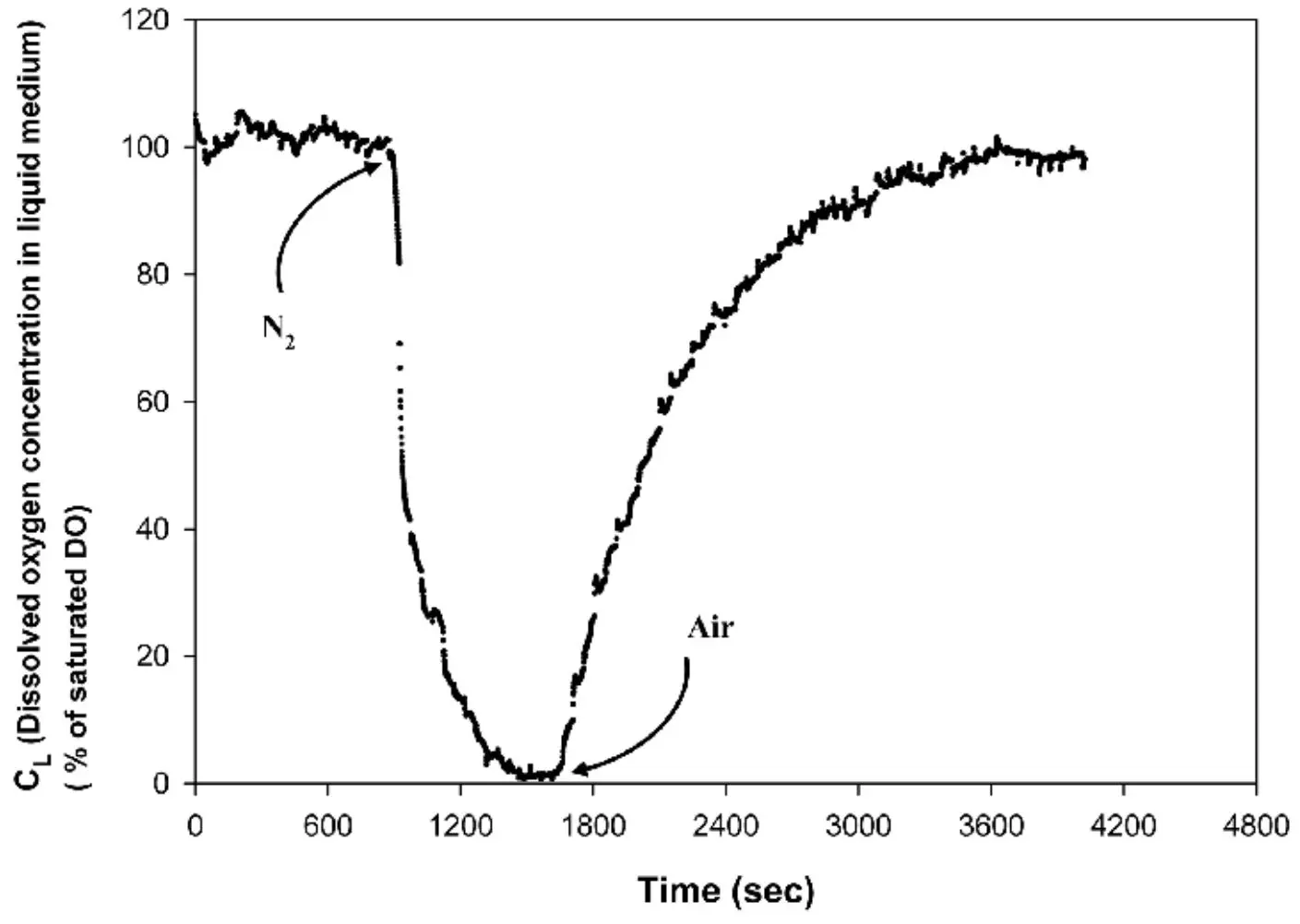
Fig 6: Shin, Woo-Shik & Lee, Dohoon & Kim, Sangyong & Jeong, Yong-Seob & Chun, Gie-Taek. (2013). Application of Scale-Up Criterion of Constant Oxygen Mass Transfer Coefficient (kLa) for Production of Itaconic Acid in a 50 L Pilot-Scale Fermentor by Fungal Cells of Aspergillus terreus. Journal of microbiology and biotechnology. 23. 10.4014/jmb.1307.07084
4. Using kLa-based scale-up for comparable growth and production rate
The performance of microorganisms and cells is highly dependent on the conditions and nutrient supply during each process and also on the kLa in the bioreactor. In most cases, the process conditions for a suitable environment are defined on a laboratory scale. The challenge is to ensure that the conditions – including nutrient supply – in other scales required for production are as similar as possible to those on a laboratory scale.
In a classical scale-up approach, the geometric properties of the equipment form the basis from scale-up to production scale, e.g. the height to diameter ratio of the vessel (H/D) or the stirrer ratio (d/D). The process conditions are then assumed to be consistent due to the similarity of the equipment.
In a kLa – or process-based scale-up, however, the process conditions build the basis for the design of the production scale. Since not all process conditions can be scaled up in the same way, the most critical process parameters, e.g. kLa, power consumption, mixing time, heat transfer and shear rate, are evaluated as the basis for the scale-up, keeping them as constant as possible. The result is reproducible environment and therefore a more comparable growth and production rate etc.
5. What else needs to be considered for oxygen transfer?
The advantages of a high air flow rate and high stirring speeds are clear to see. A bench-scale bioreactor with a standard motor is only limited by the laws of physics (and shear stress for the organisms). This has implications for scale-up as it may not be possible to get similar reproducible oxygen transfer rates in larger vessels.
There are a range of factors that can affect the oxygen transfer. This makes it difficult to get to the accurate values produced from a simple test. For example:
- Solubility of oxygen declines with increasing temperature. A test at 20 °C will give better results than at 37 °C.
- The ionic concentration of a growth media will give different results to deionized water.
- The type of sensor and use of correction factors make comparisons more difficult.
- The methods used to measure and calculate kLa influences the value.
Take any value presented to you as a probable maximum and be prepared to do some tests for your specific application. A manufacturer cannot cover all possible options. By taking these steps you will benefit from the advantages of generic testing which can be easily reproduced.
6. Take home message: Oxygen transfer is important for your bioprocess
For a successful aerobic cultivation, a good oxygen transfer is vital. It can be increased by:
- Creating a bigger surface of gas bubbles (kLa) by increasing gas flow and stirrer speed and by adding baffles
- Creating a higher O2 concentration gradient by adding O2to gasmix and increasing the pressure
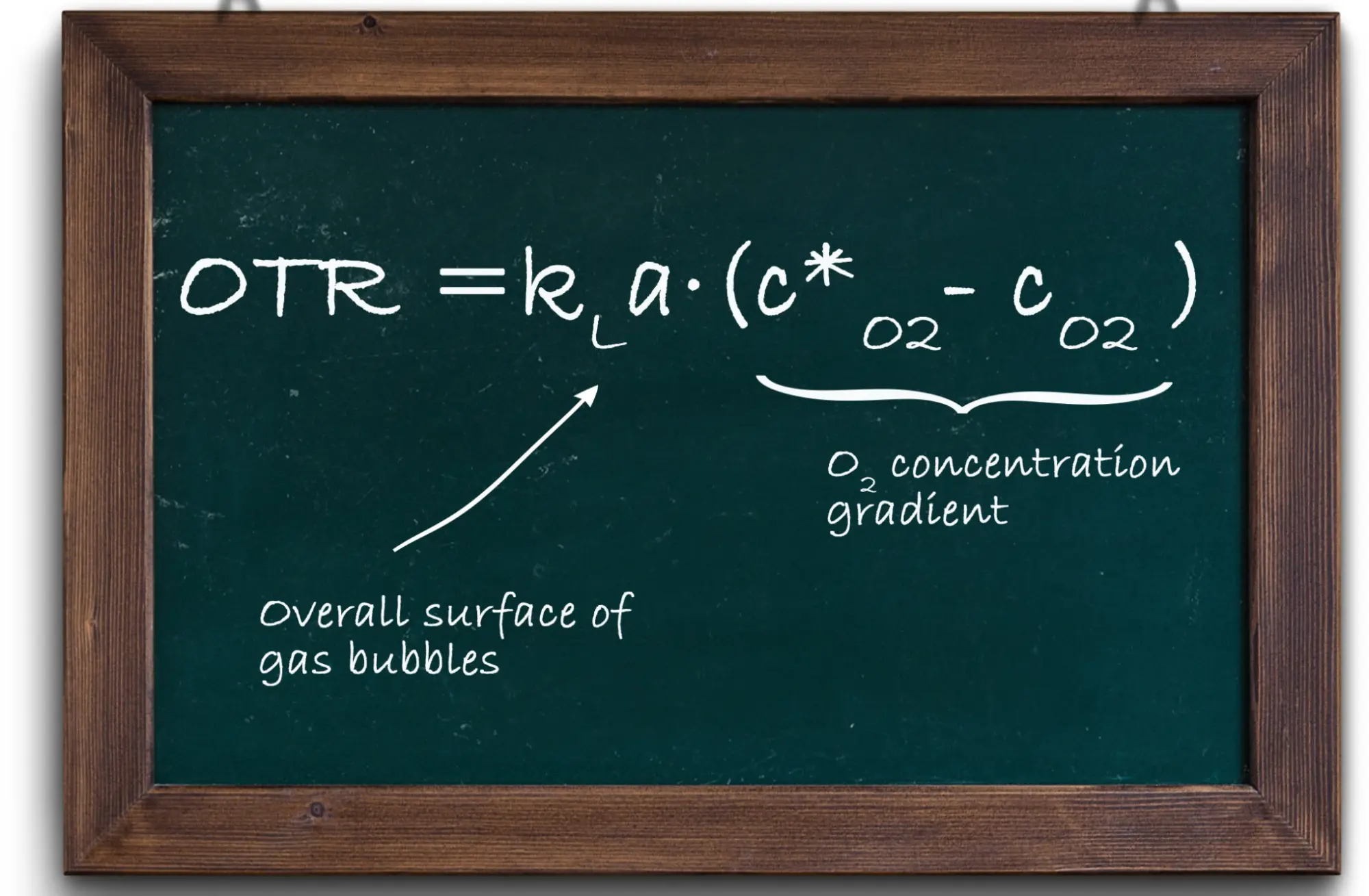
Fig 7: Two ways to increase the OTR, summarized in a formula
Furthermore, it is advantageous to know the kLa of the process that is to be upscaled. In a kLa – or process-based scale-up, the process conditions build the basis for the design of the production scale, keeping them as constant as possible. The result is an easily reproducible environment and therefore a more comparable growth and production rate etc.
If a bioreactor shows a high kLa, then it shows that the equipment is cleverly designed so that a high oxygen transfer rate can be reached. However, kLa measurements provided by suppliers or found in literature can only serve as a starting point. For reliable information on the kLa in your specific process, e.g., to be used for scale-up, it is always recommended to perform your own measurement(s).